開運の土井さんにお願いし、海外出身の知人と一緒に酒蔵見学と酒造り体験をさせて頂きました。
早朝4時45分。
土井さんは、前日掛川入りをした僕達をホテルまで迎えに来てくれました。

蔵の入り口には門があり、一歩踏み入れるとそこでは蔵人達が機敏にに走り回ってます。

運気が上がりそうな入り口
|

三輪明神印の杉玉
|
到着すると直ぐに僕達2人の酒造り体験がスタート。
まずはKoji-making room(麹室)へ入り、前日麹菌を付けた米を床の上で
一定の温度まで下げるよう、手でかき混ぜて微調整をします。

手を入れると、表面、中、下部で温度が異なる事が分かります。
そして、床の場所によっても温度差が色々とある。
何本もの温度計で細かく温度チェックをしていました。
数年前にジョンさんのコースを受けた時、
”Koji-making is the heart of the sake brewing process….”
と学びました。今までに、何度も見学をしたことはあったのですが、
実際にその作業を経験させてもらえるのは嬉しいです。
作業に集中しないといけないし、それに麹はデリケート。
だから他の蔵では麹室へ案内されても、さっと見て通り過ぎることが多いと思いますが、
今回作業を体験させて頂けたのは、とても貴重でした。

その後、麹蓋へ米を移します。麹蓋の枚数分にピッタリと米を分けるのは凄いなと思いました。
次に一時間ほど蒸した米を移動する作業を体験。

まだ肌寒い早朝の蔵に蒸気が上がります
|

とにかく素早く動き、皆で連携している
|
僕達もスコップを使い、蒸し器の外側の米を内側に盛る作業を手伝わせて頂きましたが、
「重い」というより、「動かない」感じがします。スコップひとかきの蒸米はズッシリしている。

慣れた手つきの土井さんは、あっという間に蒸した米を中央へ盛り上げていきます。
その後、別室の麹室に蒸した米が送られてきて、それを温度を見ながら床いっぱいに広げる作業をしました。

普段僕達が目にする炊飯器で炊かれた飯米とは異なり、蒸された米の表面はさらっとしている。
そして独特の弾力感があり、触っていると不思議な感じがする。
この米の状態が麹造りに適しているのだから、興味深い。
次に、明日蒸す予定の洗米を見させて頂きました。掛米、麹菌を付ける米は洗い方が異なるとの事。
こちらは麹を付ける米を洗米している様子。

滝の様に水が流れ出ます。
空気を含み圧を分散しているようです。
|

洗濯機の様に左右に動き洗米。
最初はミルクの様な白い水が出てくる。
|
昔、機械が使われていない時代は、「足ふみ」で洗米をしていた時代もあるらしい。
寒い冬の冷たい水での作業を想像しながら、作業を見学させてもらうのも色々と奥が深い。
洗い終り、浸漬の様子を確認。知人は水について色々と質問。

蔵で洗浄等に使用する水と、酒仕込み様の水は異なるものを使用しているとの事。
水脈によっては、「泥っぽい香りを感じさせる」というのが理由らしい。
色々な蔵を見学させて頂いているが、どの蔵も水を重視しているのが共通点だと思いました。
明日のSteaming processを待つ米がずらり。


Tome-zoe tankの中を混ぜる作業、
米の投入が増えるほど作業がきつくなる
|

蒸されて熱々だった米は、冷却され、
タンクに入る頃には6度近くに温度調整
|
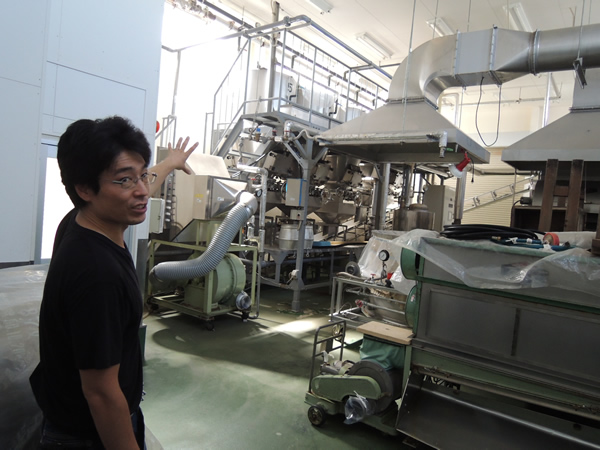
海外の人にとって、Yabuta Filtrationは勿論ユニークなプロセス。
この他、隣にあったFuneについても説明を頂きました。

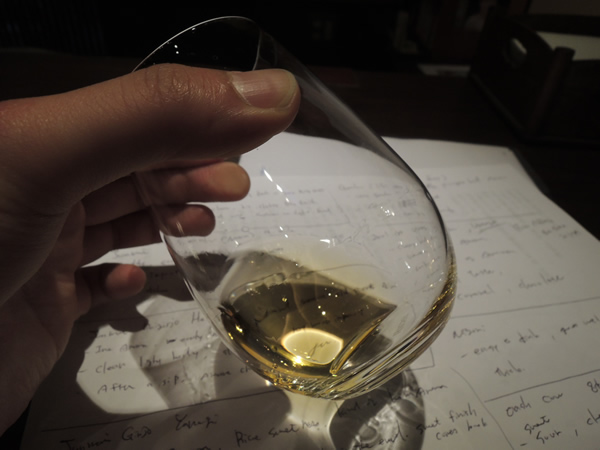
搾りたての酒を確認。香り、色、舌触り、アルコールの強さなど、興味津々。

現在造り途中の酒質をチェックする蔵人。

朝一から、色々な工程を見させて頂き、あらためて1本の酒が出来るまでの背景を知ることが出来ました。

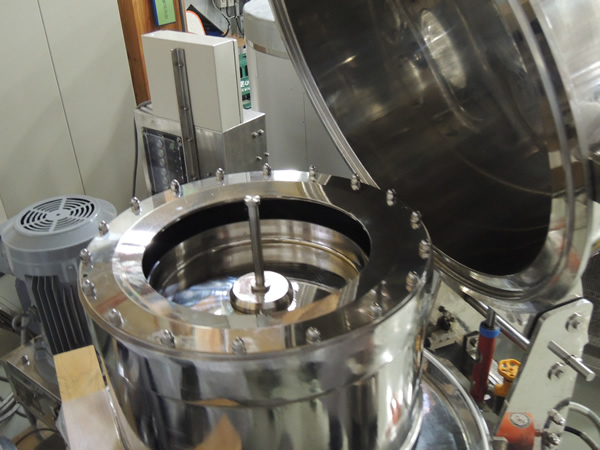
「なんだこの色は!?」と思ったら、これは浄化設備。洗米の水も浄水するそうです。

約2200Kokuぐらいの酒造りをされているそうですが、その分の生産をするには、
沢山の水の排出もありますよね。特に、洗米の際には白く濁った水が出ます。
昼間はエアレーションをする事で微生物の働きを活発にし、夜はエアーを止め、汚泥を沈殿させる。
次の日、上層部のキレイな水のレイヤーを外部へ出すそうです。

土井さんのお声かけで、白隠正宗の蔵元高嶋さんも掛川へ来てくださりました。
話を聞いていて感動的だったというか、Turning pointを知れたのが、
高嶋さんが開運へ酒造りを学びに来て、その時に社長の土井さんの酒造りを目の当たりにして、
酒造りに対する考えが大きく変わったという話。
経験した事で、その後の自分の行動が変わる訳ですから、凄く奥が深いな。

親切に接してくださった蔵の皆さん、ありがとうございます。
以前、ジョンさんのSPC1・SPC2を受けましたが、今回土井さんの蔵で作業を経験させて頂いたお陰で、
あの時学んだ以上に理解度が深まりました。色々な蔵を見学させて頂いてますが、やはり見るだけではなく、
経験させてもらえるのは貴重ですね。
早朝から始まる作業は、○○の作業をすると、約1時間程の休憩。
「9時25分には、次の作業場の前に集合」という感じで時間は流れます。
そして時間通りに蔵人がその場に集まり、もくもくと作業をする。このWork flowが独特だなと感じました。
今回は土井さんの親切な心遣いのお陰でとても充実した時間を過ごすことが出来ました。
心から感謝です!